-
 全國服務熱線:
全國服務熱線:
13007666588

 全國服務熱線:
全國服務熱線:
 您現在所在的位置:首頁 > 常見問題
您現在所在的位置:首頁 > 常見問題電子皮帶秤是一種對固體顆粒物料實施輸送、稱量和給料的重要設備。按控制方式,通常分為重力式皮帶秤和配料式皮帶秤兩種。前者側重與調節皮帶速度相結合,使物料流達到設定流量值,物料流量Q(t)是時間的可變函數,系統為一變時滯系統;后者控制給料裝置的下料量,皮帶恒速,但給料裝置通常具有非線性特性,系統為一常時滯、非線性系統。由于被控對象存在著強相互作用、任務非結構化,所以,要使以優化為基礎的動態控制級成為工業過程遞階控制,合理的工藝流程設計及設備配置選型設置對系統能否長期可靠運行至關重要。
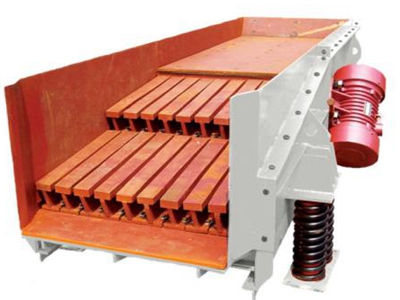
采用德國申克(Schenck)技術,由承德市自動化計量設備廠提供的帶預給料的振動給料機成功應用于大冶有色金屬公司諾蘭達工程,設備配置完全滿足現場生產和工藝要求,符合德國申克公司選型設計及制造技術規范。
2重力式皮帶秤稱量原理重力式皮帶秤通過稱重傳感器稱出的質量和測速傳感器測出的皮帶線速度的乘積變化來反映被控參數流量的變化。根據生產工藝要求,將相應的給料量和各種物料的配料量預先置于微處理機中作為標準量,在設備運行中,通過稱量的物料質量q乘以皮帶的輸送速度v,即為物料的給料速率Q。質量q的大小通過稱重傳感器輸出的模擬量來表示,皮帶的輸送速度v通過測速傳感器輸出的脈沖數來表示,把兩個實測值同時送給微處理機相乘,其乘積為實際給料速率,微處理機自動將乘積結果與預置的標準量進行對比,一旦出現差值,微處理機將發出一相應信號傳送給變頻調速器,控制驅動電機的轉速,以調整皮帶的輸送速度,達到定量給料的目的。
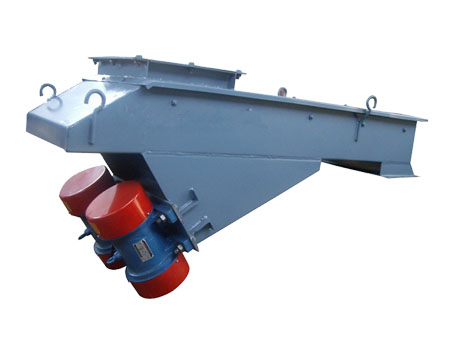
實際上,由于物料流的不均勻性,速度控制是隨機的,隨時都有可能要調整皮帶輸送速度,使給料量隨時修正,跟蹤預置的標準量。對物料特性較好的控制對象,通常下料口的開度按照物料顆粒度、日產量和系統運行工作制設置。大多數情況下,下料口的調整通過手動調整來完成,因此,選取皮帶速度為流量的控制參數。為提高產品的性能價格比,采用一種簡單的交流調速系統,由調速控制器和電磁調速電機組成常規的振動給料機大冶有色金屬公司諾蘭達工程使用的電子皮帶秤用于銅精礦、煤、熔劑及返料的傳輸、稱量和配比,對煤、熔劑及返料采用了常規的振動給料機。而由于銅精礦粒度小,濕度、粘度大,易形成堵料或沖料,采用常規的振動給料機,即使設備的計量精度再高,也很難保證物料流的暢通,不能實現連續準確給料;加之銅精礦礦倉下料口面積大(3 m×1 m),巨大的倉壓極易將皮帶壓死而導致生產中斷,因此,為保證物料的連續、均勻傳輸,提高設備運行的可靠性及精度,對銅精礦的輸送、稱量和配比采用了帶預給料的振動給料機,合理地把問題解決在預給料階段。
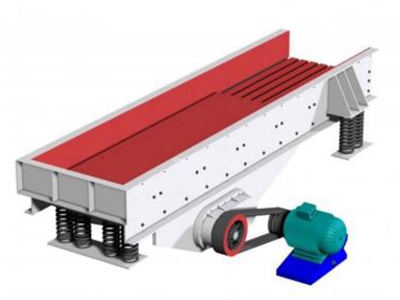
3 帶預給料的振動給料機系統構成及控制過程
構成帶預給料的振動給料機由預給料機和振動給料機兩部分組成。預給料機由DEM1257秤體、非標漏斗、專用溜槽及FDA+外圍電路儀表擴展箱組成;DEM1257秤體含秤架(非標制作)、5700 mm×1200 mm皮帶、FGA30速度傳感器、變頻調速器、7.5 kW交流電機及KA96IR1減速機;非標漏斗設置了防堵料過渡段,有效防止了大的板塊結構堵住料斗的出料口或沖料壓死皮帶,確保給料的連續性;專用溜槽是使預給料機的物料流均勻平衡地滑到振動給料機的皮帶上,保證物料流連續、穩定、均勻,且與中心線對稱分布。振動給料機由DEL0850秤體、MICRCONTFC0421儀表、卸料罩及全密封電控柜組成。DEL0850秤體含秤架(非標制作)、5000 mm×800 mm皮帶、FGA30速度傳感器、Z6—4/100稱重傳感器、變頻調速器、2.2 kW交流電機及SA93I減速機。
3.2控制過程
為使系統可靠正常運行,系統控制方案嚴格遵循德國申克(Schenck)公司技術規范,采用計算機優化設計選型,預給料機和振動給料機同步控制,比例調速。設備在運行過程中,通過稱重傳感器和測速傳感器分別將預給料機的輸送速度信號、振動給料機的輸送速度信號及物料(銅精礦)的稱重信號傳送給MICROCNTFC0421微處理機進行計算、對比和分析。如果輸出量(給料量)與預置的標準量(給定值)相符,預給料機和振動給料機將維持原來的工作方式,系統進入穩定工作狀態;如果計算出的輸出量(給料量)與預置標準量(給定值)出現偏差,MICROCNTFC0421微處理機經過分析判斷后,自動發送一相應的電信號給自動聯鎖裝置,聯鎖裝置按預先設定的聯鎖條件將信號合理分配給預給料機和振動給料機的變頻調速器,調整電機的運輸速度,達到輸出量(給料量)等于預先設置的標準量(給定值),使系統穩定運行,以滿足生產工藝要求。現場工作人員可通過現場控制盒改變給料量的大小,其控制過程與自動狀態完全一致。
3.3運行過程中存在的問題及改造
帶預給料的定量給料于2007年10月投入生產,剛投入運行的半年時間里,銅精礦預給料機的皮帶經常壓死,減速機故障頻繁,致使諾蘭達爐的生產無法正常進行。經過現場勘查分析認為:銅精礦下料倉倉底尺寸(3 m×1 m)太大,遠遠超過了申克標準,造成巨大倉壓,,由此導致銅精礦壓死皮帶,并損壞減速機的大小齒輪。要解決這個問題,必須對倉底(料倉與皮帶接觸面)及驅動機構進行改造。在不影響銅精礦下料的情況下,將料倉左右兩側各向內收縮120 mm,由原來的直漏斗改為斜漏斗,一方面可以減小料倉與皮帶的接觸面積,另一方面可以防止沖料壓死皮帶;經計算,倉壓系數為1.125,扭矩為5426 Nm,采用7.5 kW交流調速電機有足夠的余量,減速機選用JKA106R82A;同時,振動給料機的減速機改用JSA72R42A減速機。2008年6月,根據上述方案,成功地對系統進行了改造。
4 結論
帶預給料的振動給料機經過改造,保證了工藝流程的暢通,設備運行狀況良好,計量精度及各項技術指標均滿足生產需要,受到了工程技術人員及現場工作人員的一致好評,其主要特點如下:
(1)綜合性強。設備集機、電、儀為一體,綜合應用了機械傳輸、電控、數據處理及有關工藝方面的知識。
(2)控制技術先進。成功地應用了直接數字控制(DDC)技術和交流電機的變頻調速技術,數字顯示當前瞬時值和累計值,達到了準確喂料和控制的目的。
(3)控制方式靈活。既可通過控制室集中控制,也可實現實地控制、顯示及4~20 mA標準信號遠傳。
(4)通訊功能強。具有與上位機(MAX—1000DCS系統)聯網進行相關的數據交換或根據需要實現脫網自動、手動和標定等功能。
(5)合理解決了倉壓或沖料對物料輸送和測量精度的影響,保證了系統的正常運行和生產的連續性。
(6)系統抗干擾能力強,可靠性好,并具有較強的自診斷功能,準確實現高、低限報警和各種故障提示
 網站地圖 |
XML |
SITETXT
網站地圖 |
XML |
SITETXT新鄉市海鑫振動機械有限公司是一家專業生產銷售新鄉振動給料機,直線振動給料機,YZO振動電機,YZS振動電機, mzg振動給料機,電機振動給料機批發商,提供振動給料機哪家好,振動給料機電機型號,電機振動給料機價格,電機振動給料機操作